Trong Quy trình sơn xe hơi, bước bả matit đóng vai trò nền tảng. Nắm vững cách bả matit ô tô là chìa khóa để đạt được bề mặt hoàn thiện láng mịn. Matit là một loại Vật liệu matit Polyester hai thành phần, chuyên dùng để lấp đầy khuyết tật. Công đoạn này quyết định đến 70% chất lượng của lớp sơn phủ cuối cùng. Bả matit đúng Kỹ thuật làm đồng sẽ đảm bảo Độ bám dính tối đa và ngăn ngừa hiện tượng co ngót. Điều chỉnh tỷ lệ Chất làm cứng (Hardenner) là yếu tố then chốt giúp matit khô và đóng rắn hoàn hảo, tránh các lỗi phổ biến. Bài viết này cung cấp hướng dẫn chuyên sâu nhất cho kỹ thuật viên.
Quy Trình Chuẩn cách bả matit ô tô Từ A Đến Z
Quy trình bả matit ô tô không chỉ là việc trét vật liệu lên bề mặt. Đây là một chuỗi các bước kỹ thuật đòi hỏi sự tỉ mỉ và kinh nghiệm cao. Thiếu sót ở bất kỳ khâu nào cũng có thể dẫn đến lỗi nghiêm trọng. Kỹ thuật viên cần tuân thủ nghiêm ngặt để đảm bảo lớp matit đồng nhất và bền vững. Mục tiêu cuối cùng là tái tạo lại form xe nguyên bản một cách hoàn hảo.
Chuẩn bị Bề mặt: Nền Tảng Cho Độ Bám Dính Hoàn Hảo
Việc chuẩn bị bề mặt là bước quan trọng nhất quyết định độ bám dính. Matit chỉ bám tốt trên bề mặt kim loại hoặc lớp sơn nền được xử lý đúng cách. Bề mặt cần được làm sạch tuyệt đối, không còn dấu vết dầu mỡ hay tạp chất.
Kim loại trần hoặc khu vực đã bị mài mòn cần phải được làm nhám. Nên sử dụng giấy nhám P80 đến P120. Mục đích là tạo độ “chân” cho matit bám vào, đồng thời loại bỏ rỉ sét hoặc lớp sơn cũ bị bong tróc. Sau khi làm nhám, sử dụng dung môi chuyên dụng để tẩy rửa và lau khô hoàn toàn.
Kiểm tra độ khô của bề mặt kim loại là bắt buộc. Nếu bề mặt còn ẩm ướt, matit sẽ bị “bở” và không thể tạo hình. Độ bám dính kém sẽ gây ra hiện tượng bong tróc matit về sau. Đây là nguyên tắc cơ bản nhất trong cách bả matit ô tô chuyên nghiệp.
Pha Trộn Matit: Tỷ Lệ Vàng Giữa Matit Và Chất Đóng Rắn
Tỷ lệ pha trộn là yếu tố quyết định tốc độ đóng rắn và độ bền của matit. Matit Polyester thường là hỗn hợp hai thành phần: matit và chất làm cứng (Hardenner). Chất làm cứng thường có màu đỏ hoặc xanh, đóng vai trò là chất xúc tác.
Tỷ lệ khuyến nghị thông thường là 2% đến 3% chất làm cứng so với matit. Pha quá ít chất làm cứng sẽ khiến matit lâu khô, thậm chí không đóng rắn hoàn toàn. Pha quá nhiều sẽ làm matit khô quá nhanh, gây nứt, và làm giảm độ dẻo. Việc trộn phải được thực hiện trên một tấm nền sạch.
Kỹ thuật trộn phải là kỹ thuật miết và kéo đều, không được khuấy tròn. Khuấy tròn sẽ tạo ra các bọt khí bị kẹt bên trong hỗn hợp. Các bọt khí này sau khi bả sẽ tạo thành các lỗ nhỏ li ti trên bề mặt. Đây là một trong những lỗi phổ biến nhất và rất khó khắc phục.
Kỹ Thuật Bả Matit Cơ Bản: Đánh Phủ Lớp Đầu Và Lớp Tiếp Theo
Kỹ thuật bả đòi hỏi kinh nghiệm sử dụng dao bả. Có bốn lần bả cơ bản để đạt được độ phẳng cần thiết. Kỹ thuật phải đi từ trong ra ngoài và từ lớp mỏng đến lớp dày hơn.
Lần thứ nhất, sử dụng một lớp mỏng, miết ép chặt dao bả vuông góc với bề mặt. Mục đích là trám đầy các vết xước nhỏ và đảm bảo matit bám chặt vào nền kim loại. Lớp này phải được ép để loại bỏ không khí mắc kẹt.
Lần thứ hai và thứ ba, lấy lượng matit nhiều hơn, nghiêng dao bả khoảng 35 đến 45 độ. Bả từ khu vực lõm sâu nhất và kéo ra ngoài. Càng ra mép khu vực sửa chữa, càng nghiêng dao để tạo lớp mỏng dần. Việc này giúp lớp matit hài hòa với bề mặt sơn cũ.
Lần cuối cùng là để san phẳng bề mặt. Giữ dao gần như áp sát vào bề mặt (góc rất nhỏ). Lớp matit sau khi bả xong cần phải cao hơn một chút so với bề mặt xung quanh. Điều này là để trừ hao cho quá trình mài nhám tạo hình sau đó.
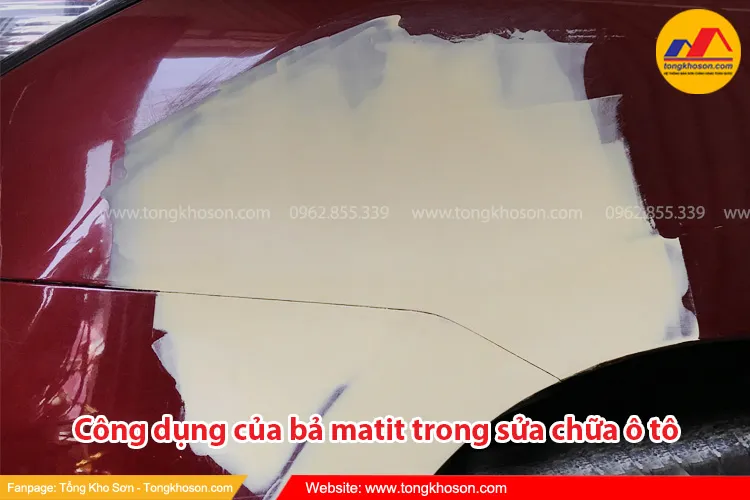 Công dụng của bả matit trong sửa chữa ô tô
Công dụng của bả matit trong sửa chữa ô tô
Mài Nhám Tạo Hình: Phương Pháp Đánh Nhám Ướt Và Nhám Khô
Sau khi matit đã đóng rắn hoàn toàn, tiến hành mài nhám tạo hình. Đây là bước đòi hỏi sự chính xác cao để tạo lại form xe chuẩn. Thời gian sấy khô và mài nhám phụ thuộc vào loại matit và điều kiện nhiệt độ.
Bắt đầu bằng giấy nhám khô P120 hoặc P180 để mài thô, loại bỏ các phần matit thừa. Sử dụng một khối mài (block) phẳng để đảm bảo bề mặt được mài đều. Việc mài thô phải dừng lại khi lớp matit còn cao hơn bề mặt xung quanh một chút.
Chuyển sang giấy nhám mịn hơn, như P240 hoặc P320. Tiếp tục mài nhám cho đến khi bề mặt hoàn toàn phẳng và khớp với đường cong ban đầu của xe. Người thợ cần dùng tay hoặc thước kiểm tra độ phẳng liên tục. Mục tiêu là không còn vết lõm hoặc gồ ghề.
Mài nhám ướt (P400 – P600) có thể được sử dụng ở giai đoạn hoàn thiện cuối cùng. Điều này giúp tăng cường độ mịn, chuẩn bị tốt nhất cho lớp sơn lót. Khu vực mài nhám cần rộng rãi, tạo độ chuyển tiếp mềm mại giữa matit và sơn cũ.
Khoa Học Đằng Sau Vật Liệu Bả Matit Ô Tô
Sự hiểu biết sâu sắc về vật liệu là dấu hiệu của chuyên môn cao (E-E-A-T). Matit ô tô không chỉ là bột trét thông thường. Nó là một hợp chất polyme phức tạp được thiết kế để chịu được các điều kiện khắc nghiệt.
Thành Phần Chính Và Phản Ứng Hóa Học Của Matit Polyester
Matit ô tô chuyên dụng chủ yếu được làm từ Polyester Resin (nhựa polyester chưa bão hòa). Đây là thành phần mang lại độ cứng, độ dẻo, và khả năng bám dính. Dung môi trong matit thường là Styrene Monomer, giúp hỗn hợp ở dạng sệt và dễ thao tác.
Phản ứng đóng rắn là một phản ứng trùng hợp được xúc tác bởi chất làm cứng (thường là Benzoyl Peroxide – BPO). Khi BPO được trộn vào, nó giải phóng gốc tự do. Gốc tự do này kích hoạt quá trình liên kết chéo của nhựa polyester, biến matit từ dạng lỏng sang dạng rắn chắc. Phản ứng này là phản ứng tỏa nhiệt.
Kiểm soát nhiệt độ môi trường và tỷ lệ BPO là cực kỳ quan trọng. Phản ứng quá nhanh (do quá nhiều chất làm cứng hoặc nhiệt độ cao) sẽ gây nứt. Phản ứng quá chậm sẽ làm giảm độ cứng và độ bền của lớp matit.
Phân Loại Matit Chuyên Dụng Trong Ngành Sơn Xe Hơi
Ngành sơn ô tô sử dụng nhiều loại matit khác nhau tùy theo mức độ hư hỏng của thân xe.
Matit Tiêu Chuẩn (Body Filler): Loại phổ biến nhất, dùng cho các vết lõm và trầy xước thông thường. Nó có khả năng san phẳng và tạo hình tốt. Đây là loại được dùng nhiều nhất trong cách bả matit ô tô hàng ngày.
Matit Sợi Thủy Tinh (Fiberglass Filler): Loại này chứa sợi thủy tinh. Nó có độ bền và độ cứng cao hơn. Matit sợi thủy tinh được dùng để trám các lỗ thủng nhỏ hoặc khu vực chịu lực cao. Nó giúp tăng cường độ cứng cho khu vực sửa chữa.
Matit Phun (Polyester Glazing Putty): Loại này có kết cấu rất mịn, thường được phun bằng súng sơn. Matit phun được dùng để lấp đầy các lỗ nhỏ (pinholes) hoặc vết xước rất nhỏ còn sót lại. Nó tạo bề mặt mịn màng cuối cùng trước khi sơn lót.
Phòng Tránh Và Xử Lý Các Lỗi Thường Gặp Khi Bả Matit
Ngay cả những kỹ thuật viên giàu kinh nghiệm nhất cũng có thể gặp lỗi trong quá trình bả matit. Việc hiểu rõ nguyên nhân và cách bả matit ô tô để khắc phục lỗi là minh chứng cho chuyên môn.
Xử Lý Hiện Tượng Co Ngót Sơn Và Vết Matit
Lỗi “vết matit” (co ngót) là khi một đường ranh giới xuất hiện rõ ràng. Đường này nằm giữa khu vực matit và lớp sơn cũ, đặc biệt sau khi sơn ngoài cùng được sấy cưỡng bức. Lỗi này xảy ra khi matit co lại.
Nguyên nhân chính là bề rộng của mép mài mí quá hẹp. Ngoài ra, việc sử dụng sơn lót dung môi một thành phần cũng có thể gây co ngót. Matit cần có không gian chuyển tiếp.
Giải pháp là đảm bảo chiều rộng của mí mài phải rộng rãi, tạo độ chuyển tiếp. Nên sử dụng sơn lót bề mặt Urethan hai thành phần (2K Urethane Primer). Loại sơn lót này có độ dày và độ phủ tốt hơn, giúp che lấp vết co ngót.
Sửa chữa lỗi này đòi hỏi phải mài hết lớp sơn bị lỗi. Mài đến khi bề mặt nhẵn lại bằng giấy nhám P400, sau đó phun lại sơn lót Urethan và sơn sửa lại cả tấm. Luôn nhớ rằng co ngót sơn thường xảy ra ở ranh giới.
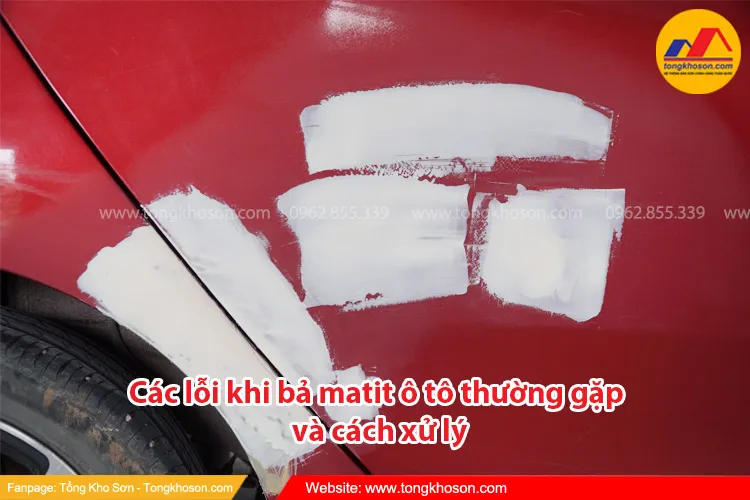 Lỗi vết matit khi bả matit ô tô thường gặp
Lỗi vết matit khi bả matit ô tô thường gặp
Khắc Phục Lỗ Nhỏ (Lỗ Khí) Trên Bề Mặt Matit
Các lỗ nhỏ li ti (pinholes) trên bề mặt matit giống như các bọt khí bị kẹt lại. Chúng xuất hiện rõ ràng hơn sau khi mài nhám.
Nguyên nhân chính là do quá trình trộn matit và chất làm cứng không đúng kỹ thuật. Việc khuấy tròn thay vì miết hoặc trộn quá nhanh sẽ tạo bọt khí. Quá nhiều chất làm cứng cũng làm matit đóng rắn quá nhanh, bọt khí không kịp thoát ra.
Cách tránh là thực hiện trộn bằng cách miết và kéo đều. Khi bả lên bề mặt, không nên bả lớp quá dày cùng lúc. Nên chia thành nhiều lớp mỏng, giúp khí dễ dàng thoát ra. Tham khảo hướng dẫn của nhà cung cấp về độ dày tối đa.
Sửa chữa bằng cách phủ thêm một lớp matit mỏng lên các lỗ khí. Tốt nhất nên dùng Matit Phun hoặc Matit Polyester loại siêu mịn (Glazing Putty). Sau đó, mài nhám lại bằng giấy mịn để làm phẳng.
Kỹ Thuật Lấp Đầy Vết Lõm Và Giữ Khuôn Xe Chuẩn
Lỗi không lấp được vết lõm theo khuôn xe thường xảy ra do bề mặt cần sơn còn ẩm. Hoặc matit bị “bở” do tỷ lệ pha không chính xác hoặc do nhiệt độ môi trường. Matit bở không có độ dẻo và không thể tạo hình.
Sửa chữa: Lau bề mặt thật khô ráo sau khi đã đánh giấy nhám. Chỉ bả matit khi bề mặt kim loại hoặc lớp sơn lót khô hoàn toàn. Bả matit từng lớp để lấp đầy vết lõm. Chú ý tạo hình cẩn thận theo khuôn xe ban đầu.
Công đoạn này đòi hỏi kinh nghiệm và sự cẩn thận tuyệt đối của người thợ. Việc dùng dao bả và kiểm tra độ cong của bề mặt phải được thực hiện liên tục. Matit phải được bả vượt ra khỏi khu vực lõm để dễ dàng tạo độ chuyển tiếp.
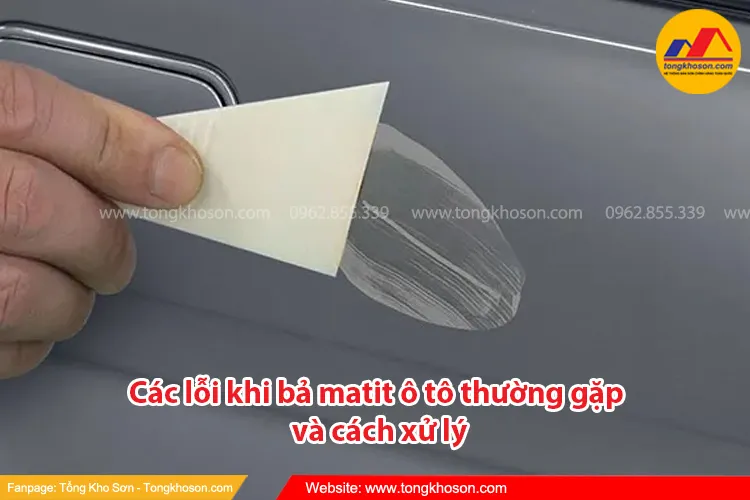 Lỗi không lấp được vết lõm theo khuôn xe
Lỗi không lấp được vết lõm theo khuôn xe
Nguyên Nhân Và Cách Tránh Matit Bị Nứt Hoặc Bong Tróc
Matit bị bong tróc hoặc nứt là lỗi nghiêm trọng nhất. Nó cho thấy sự cố trong quá trình đóng rắn hoặc do nhiệt độ sấy.
Nguyên nhân: Matit bị nóng lên thông qua nhiệt phản ứng nội tại. Nung nóng hoặc sấy khô matit ở nhiệt độ trên 50°C sẽ khiến matit co ngót đột ngột. Điều này gây ra nứt hoặc bong ra khỏi bề mặt kim loại do độ co giãn khác nhau.
Sửa chữa và Phòng tránh: Luôn theo dõi và kiểm tra nhiệt độ trong quá trình sấy matit. Nhiệt độ sấy khô nên được giữ dưới 50°C. Sấy khô matit cần diễn ra từ từ, không quá cưỡng bức. Việc đảm bảo bề mặt sạch và nhám tốt trước khi bả cũng là yếu tố chống bong tróc.
Các Yếu Tố Ảnh Hưởng Đến Chất Lượng Lớp Bả Matit
Chất lượng của lớp bả matit không chỉ phụ thuộc vào kỹ năng bả. Nó còn bị chi phối bởi môi trường làm việc và dụng cụ hỗ trợ.
Nhiệt Độ, Độ Ẩm Và Thời Gian Sấy Khô Lý Tưởng
Nhiệt độ môi trường lý tưởng để bả matit là từ 20°C đến 25°C. Nhiệt độ cao sẽ đẩy nhanh tốc độ phản ứng, làm giảm thời gian thao tác. Điều này dễ dẫn đến các lỗi như nứt hoặc khó tạo hình.
Độ ẩm cao có thể ảnh hưởng tiêu cực đến matit. Nó làm giảm độ cứng và tăng nguy cơ bả bị bở. Khu vực sửa chữa cần được thông gió tốt và khô ráo.
Thời gian sấy khô (đóng rắn) có thể dao động từ 30 phút đến vài giờ. Matit phải được đóng rắn hoàn toàn trước khi chuyển sang bước mài nhám. Việc mài nhám khi matit chưa đóng rắn hết sẽ làm hỏng bề mặt và gây bám tắc giấy nhám.
Lựa Chọn Dụng Cụ Và Thiết Bị Hỗ Trợ Chuyên Nghiệp
Dụng cụ chất lượng cao là yếu tố quan trọng hỗ trợ cho cách bả matit ô tô chuẩn.
Dao Bả Matit: Nên có nhiều kích cỡ và hình dạng khác nhau (thẳng, cong). Dao bả phải sạch và có độ đàn hồi tốt. Dao kim loại cứng cáp thường được ưa chuộng hơn dao nhựa.
Tấm Nền Trộn Matit: Phải là bề mặt sạch, không hấp thụ dung môi. Gương hoặc tấm nhựa chuyên dụng là lựa chọn tốt nhất. Tuyệt đối không trộn trực tiếp trên giấy hoặc bề mặt bẩn.
Khối Mài (Sanding Block): Cần nhiều loại khối mài có hình dạng khác nhau. Khối mài phẳng dùng cho bề mặt phẳng. Khối mài dẻo (Flex block) dùng cho các đường cong của thân xe.
Hệ Thống Hút Bụi: Bụi matit rất mịn và độc hại. Hệ thống hút bụi và khẩu trang chuyên dụng là bắt buộc. Điều này đảm bảo môi trường làm việc an toàn và sạch sẽ.
So Sánh Phương Pháp Bả Matit Và Kỹ Thuật Gò Hàn Kim Loại
Trong sửa chữa thân xe, matit và gò hàn là hai phương pháp chính để phục hồi. Gò hàn (Bodywork) là quá trình dùng nhiệt và công cụ để kéo nắn kim loại về hình dạng ban đầu.
Matit (Filler) được dùng để lấp đầy những khuyết tật nhỏ còn sót lại sau khi gò hàn. Nó tạo ra một lớp chuyển tiếp láng mịn cho sơn. Matit không có tác dụng gia cố cấu trúc kim loại. Nó chỉ là lớp hoàn thiện bề mặt.
Trong các trường hợp va chạm nặng, gò hàn là bắt buộc. Nếu chỉ là vết xước hoặc lõm nhỏ, bả matit là đủ. Kỹ thuật bả matit giúp giảm thiểu việc sử dụng nhiệt. Điều này bảo vệ cấu trúc kim loại khỏi sự biến dạng không mong muốn.
Lớp bả matit lý tưởng phải mỏng nhất có thể, không quá 3-5mm. Lớp matit quá dày sẽ dễ bị nứt, bong tróc và co ngót theo thời gian. Sự kết hợp nhuần nhuyễn giữa gò hàn chuẩn xác và bả matit mỏng là kỹ thuật tối ưu.
 tongkhoson.com: 0392.773.199
tongkhoson.com: 0392.773.199
Việc nắm vững quy trình bả matit đòi hỏi sự tỉ mỉ, từ khâu chuẩn bị bề mặt, đến việc pha trộn vật liệu và kỹ thuật bả chuyên nghiệp. Nắm vững cách bả matit ô tô chuẩn kỹ thuật, đồng thời biết cách nhận diện và khắc phục các lỗi thường gặp như co ngót, lỗ khí, hay nứt matit, sẽ giúp đảm bảo lớp sơn phủ cuối cùng đạt độ hoàn thiện cao nhất. Điều này không chỉ tăng tính thẩm mỹ cho chiếc xe mà còn kéo dài tuổi thọ và độ bền cho thân xe, thể hiện rõ ràng tay nghề và chuyên môn của người thợ.
Ngày cập nhật gần nhất 15/11/2025 by David Nguyễn

David Nguyễn là chuyên viên sản xuất nội dung tại OTOTMT.com, kênh thông tin chính thức của TMT Motors. Với niềm đam mê đối với các dòng xe thương mại và hơn 8 năm kinh nghiệm trong ngành ô tô, David tập trung xây dựng các nội dung chính xác, dễ hiểu và mang tính ứng dụng cao về lĩnh vực sản xuất, lắp ráp và phân phối xe tại Việt Nam.